Questa guida è pensata per responsabili di produzione, tecnici e manager che desiderano comprendere e applicare l’indicatore OEE per migliorare l’efficienza della propria azienda manifatturiera.
L’indicatore OEE è l’acronimo di Overall Equipment Effectiveness, termine che deriva dall’inglese e indica l’efficacia complessiva degli impianti produttivi. Misura quanto un impianto trasforma il tempo disponibile in produzione utile. L’indice OEE rappresenta uno degli indicatori e indici di performance più importanti per un’azienda che vuole affrontare la sfida dell’efficienza produttiva. È uno degli strumenti più solidi per ridurre sprechi e aumentare la competitività di una fabbrica. Il calcolo OEE è fondamentale per le aziende, poiché fornisce un dato aggregato che può essere confrontato con gli obiettivi aziendali e consente di identificare aree di miglioramento.
In questa guida vediamo cosa misura davvero l’OEE, come si calcola e come usarlo per orientare scelte concrete su manutenzione, SMED e miglioramento continuo.
Troverai le formule per Disponibilità, Performance e Qualità, una tabella riassuntiva delle tre componenti, un esempio numerico completo applicato a un turno di lavoro e i criteri per raccogliere dati manualmente o tramite PLC, MES e IoT. Vedremo anche come aggregare i dati su base mensile, come gestire outlier e quali fonti di errore possono falsare il risultato. Per calibrare target realistici useremo benchmark riconosciuti, come il valore world-class dell’85% nato nel comparto automotive.
Cos’è l’indicatore OEE e perché conta per la tua fabbrica
L’OEE è un indicatore percentuale che esprime quanto un macchinario o una linea di produzione lavorano bene rispetto al loro potenziale teorico. Le imprese utilizzano l’indicatore OEE come parametro chiave per monitorare l’efficienza produttiva, migliorare l’output e ottimizzare i processi produttivi. In Digimark lo consideriamo il punto di partenza per togliere zone d’ombra in produzione, perché definisce il rapporto tra il tempo realmente produttivo e quello pianificato. Per una PMI manifatturiera, monitorare i tre pilastri di disponibilità, prestazione e qualità significa rendere il reparto trasparente e portare a galla ogni perdita di efficienza.
L’OEE è un parametro fondamentale per valutare il rendimento e le prestazioni delle risorse produttive, come macchinari, linee e personale. Il calcolo dell’OEE aiuta a identificare le aree critiche che impediscono alle macchine di raggiungere la loro massima capacità produttiva, consentendo così di migliorare i processi e le performance degli impianti. Sapere l’efficienza reale delle risorse permette inoltre di creare piani di produzione più realistici e precisi.
L’OEE si distingue dal TEEP (Total Effective Equipment Performance), che analizza la capacità totale sull’intero calendario solare. L’OEE guarda solo i turni di produzione effettivi: una macchina ferma di domenica non è un problema di efficienza, mentre un fermo imprevisto durante un turno produttivo lo è.
Tra storia industriale e sfide concrete
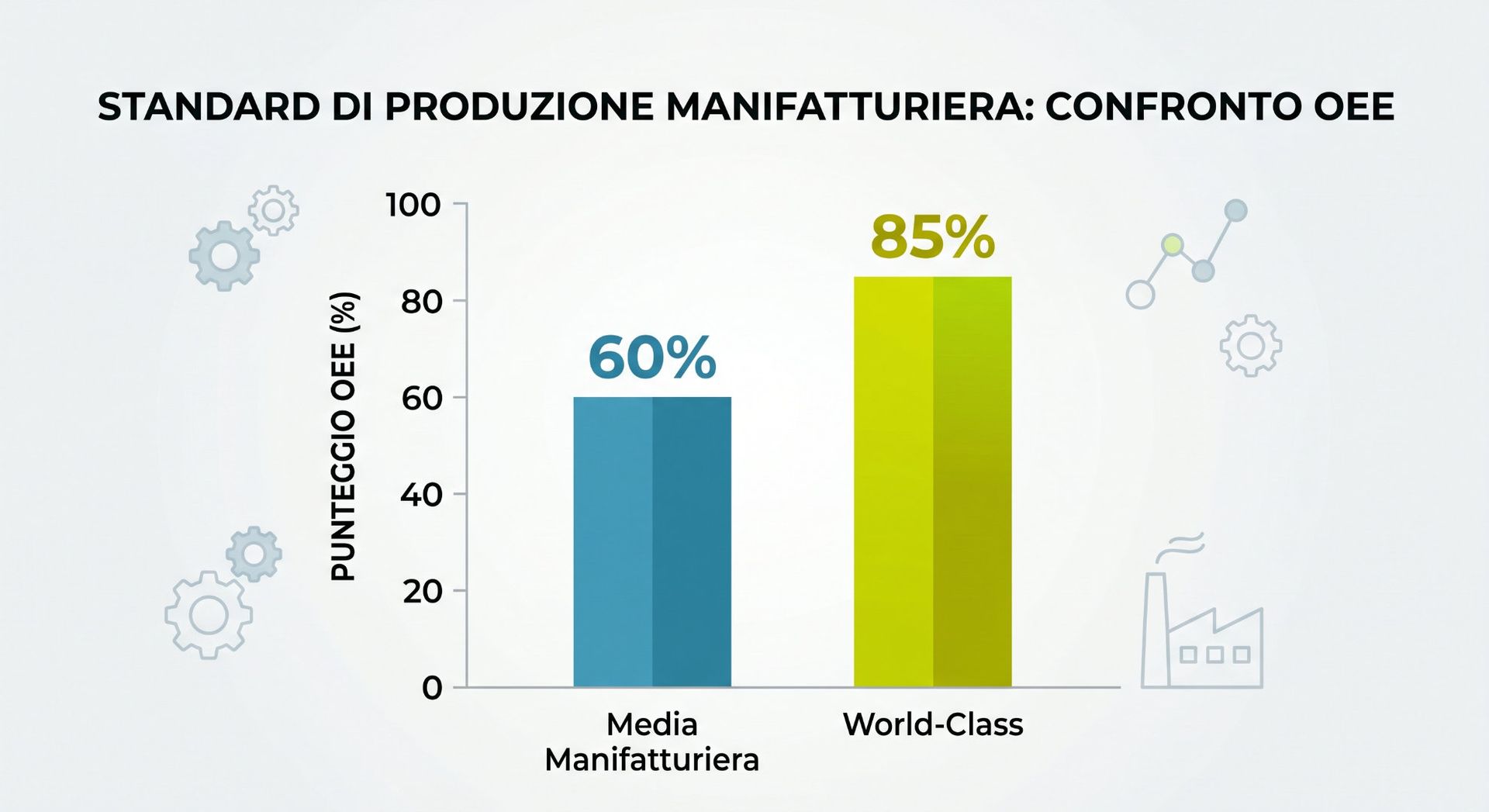
Il concetto di OEE nasce in Giappone negli anni ’70 nel contesto del Total Productive Maintenance (TPM), e oggi resta la metrica di riferimento per chi gestisce la produzione. Secondo i benchmark raccolti da oee.com, il valore “world-class” del 85% deriva dal lavoro di Seiichi Nakajima nel settore automotive, ma la realtà media delle aziende manifatturiere si colloca tra il 55% e il 65%.
Adottare un sistema di monitoraggio evoluto consente di passare da una gestione basata sulle sensazioni a decisioni guidate da dati certi. Va detto chiaramente: l’OEE non quantifica direttamente i costi finanziari né le cause esterne che bloccano la fabbrica. Resta però la bussola operativa più affidabile per chi deve rispondere alle domande quotidiane di un responsabile di produzione: “Quanto stiamo producendo davvero rispetto a quello che potremmo?”.
Per chi vuole partire dalle fondamenta, può essere utile leggere la nostra guida alla pianificazione della produzione, che inquadra l’OEE all’interno di un sistema di controllo più ampio.
Come si calcola l’OEE: formula e significato delle componenti
L’OEE nasce da un’operazione semplice: si moltiplicano tra loro Disponibilità (spesso indicata come ‘oee disponibilità x’), Performance e Qualità. Questo processo è noto come ‘oee il calcolo dell’oee’ o ‘calcolo OEE’.
OEE = Disponibilità × Performance × Qualità
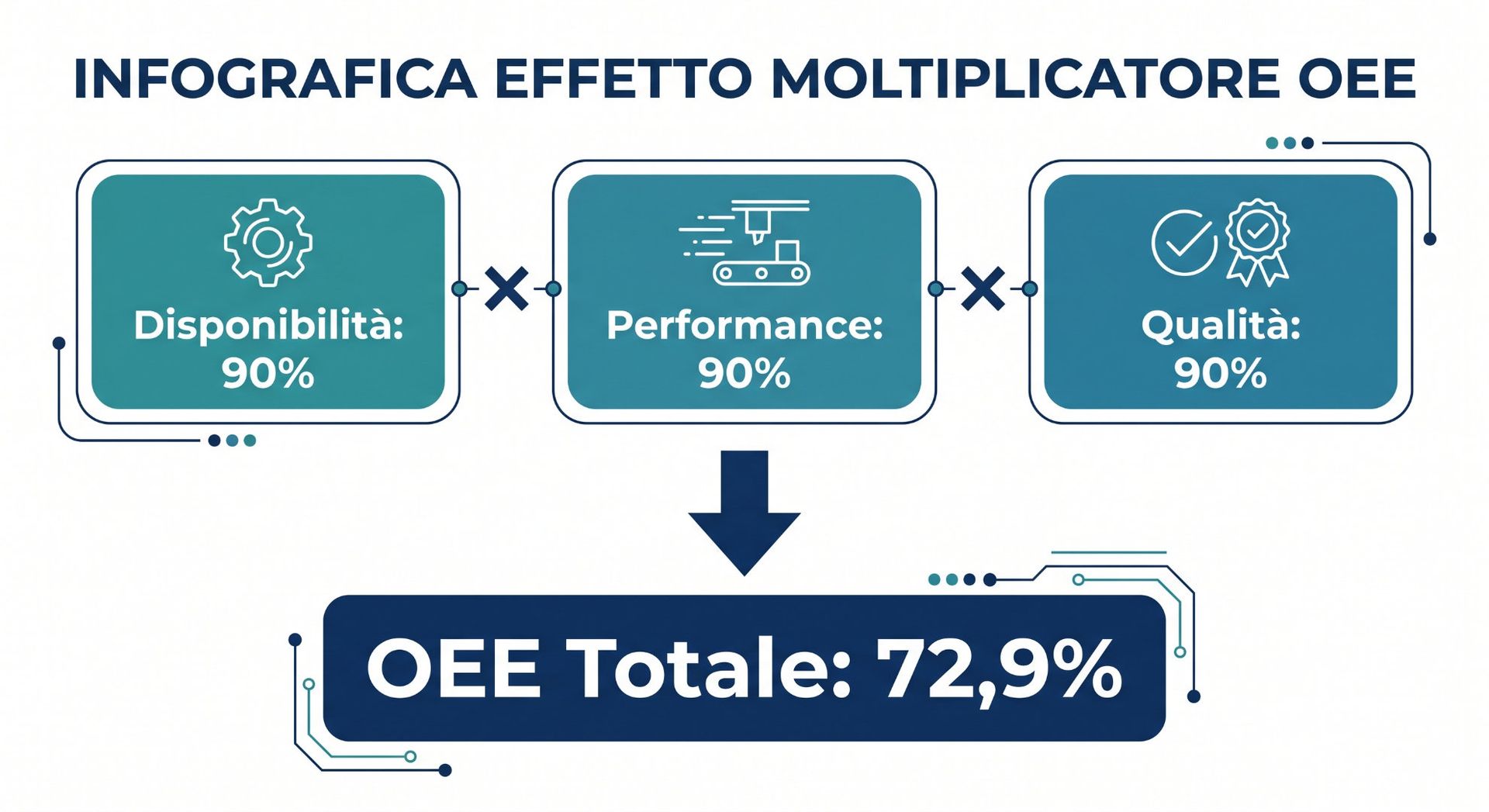
Il risultato è espresso in percentuale e basta un solo valore basso in una delle tre aree per far crollare l’intero punteggio. Se la Disponibilità è al 90%, la Performance al 90% e la Qualità al 90%, l’OEE risulta del 72,9%, non del 90%. Questo è il motivo per cui un OEE alto è davvero difficile da raggiungere e perché la metrica è così significativa: cattura insieme tre dimensioni diverse della produzione.
Una pubblicazione del 2022 su Applied Sciences mostra come questo approccio combinato permetta di individuare perdite che resterebbero invisibili analizzando solo i volumi finali.
Definizione delle tre componenti dell’OEE
L’Overall Equipment Effectiveness (OEE) è un indicatore chiave utilizzato dalle aziende per monitorare l’efficacia dei propri impianti produttivi, calcolato attraverso la formula OEE = Disponibilità × Prestazione × Qualità. L’OEE è calcolato attraverso tre componenti principali: disponibilità, prestazione e qualità, che insieme forniscono un’indicazione dell’efficienza complessiva di un impianto produttivo.
- Disponibilità: misura il tempo in cui una macchina è effettivamente in funzione rispetto al tempo pianificato, tenendo conto di fermi macchina e altre perdite di tempo.
- Prestazione: rappresenta la velocità con cui una macchina lavora rispetto alla sua capacità teorica, considerando le perdite di tempo dovute a rallentamenti e microfermate.
- Qualità: il tasso di qualità misura la percentuale di pezzi conformi prodotti rispetto al totale dei pezzi realizzati, evidenziando eventuali scarti o rilavorazioni.
Tabella riassuntiva delle tre componenti
Ogni punto percentuale guadagnato incide direttamente sui margini e sulla capacità di rispettare le scadenze. Per raccogliere questi dati in modo automatico, l’adozione di un software gestionale per la produzione come Portant 5.0 facilita l’interconnessione dei macchinari e trasforma i dati grezzi in decisioni operative.
Disponibilità: misurare la salute meccanica della tua fabbrica
La Disponibilità mette a confronto il tempo di produzione effettiva con quello programmato, sottraendo i fermi imprevisti. Una corretta disposizione delle risorse e delle attività produttive, ottimizzando la posizione di macchine, strumenti e personale, può contribuire in modo significativo a massimizzare la Disponibilità e ridurre le perdite dovute a inefficienze o tempi morti.
Disponibilità = Tempo operativo effettivo / Tempo di produzione programmato
Secondo le analisi di Lean Production, i guasti improvvisi sono la causa di perdita più impattante nelle fabbriche moderne. Distinguere i fermi pianificati dalle interruzioni accidentali è la condizione minima per avere analisi veritiere. Una manutenzione programmata non va trattata come un malfunzionamento, e questo distinguo richiede una classificazione rigorosa delle causali.
Digitalizzazione delle causali di fermo
Abbandonare i registri cartacei trasforma la velocità di reazione del team di fronte agli imprevisti. La digitalizzazione dei processi attraverso un sistema MES e un approccio strutturato di Business Process Management per la digitalizzazione dei processi aziendali permette di eliminare gli errori manuali e classificare ogni evento di fermo in tempo reale. Il risultato è una base dati pulita su cui costruire analisi affidabili.
Performance: misurare il ritmo della fabbrica
La Performance indica quanto la produzione reale si avvicina alla velocità massima teorica della macchina, una volta rimossi i fermi.
Performance = (Tempo ciclo teorico × Pezzi prodotti) / Tempo operativo effettivo
Le micro-fermate sono il nemico silenzioso delle PMI: piccoli intoppi sotto i 5 minuti che riducono l’efficienza senza che l’operatore se ne accorga. È fondamentale applicare tecniche specifiche per prevenire questi rallentamenti e ottimizzare la performance produttiva, riducendo così le perdite aziendali. Quando la produzione include diverse varianti, i dati vanno normalizzati assegnando un tempo ciclo standard a ogni codice prodotto.
L’integrazione di un modulo MES come quello di Portant 5.0 o di un software MES per digitalizzare e ottimizzare i processi produttivi automatizza questa analisi. Si eliminano i margini di errore legati alla trascrizione manuale e alle interpretazioni soggettive, e si rendono visibili le micro-fermate che altrimenti sfuggono.
Qualità: cos’è e come si calcola
La Qualità rappresenta la percentuale di articoli conformi (pezzi buoni) rispetto al totale degli articoli prodotti.
Qualità = Pezzi buoni (articoli conformi) / Articoli totali prodotti
La formula sottrae scarti e rilavorazioni dal volume totale per isolare la produttività reale e capire quanto gli errori pesano sul risultato finale.
Gestione di scarti e rilavorazioni
Le rilavorazioni sono una delle sfide più insidiose. Spesso vengono percepite come un male minore, ma richiedono una catalogazione precisa per non distorcere i dati. Una buona regola: i pezzi riparati fuori linea vanno classificati come perdite di Qualità, perché non hanno superato il test al primo tentativo. Se invece l’intervento avviene direttamente sulla macchina e rallenta il ciclo, l’impatto ricade sulla Performance.
Questa distinzione tecnica permette di intervenire sulle cause profonde dell’errore, ottimizzando ogni fase del processo produttivo.
Quali dati servono per calcolare l’OEE e come raccoglierli
Calcolare l’OEE richiede dati precisi su tempi di produzione, fermi macchina, pezzi conformi e scarti. L’OEE è un parametro fondamentale per la misurazione delle performance produttive, in quanto consente di valutare in modo oggettivo e sistemico le variabili chiave di disponibilità, efficienza e qualità di un impianto. La differenza tra un OEE attendibile e uno inutilizzabile sta tutta nella qualità della raccolta.
I parametri produttivi fondamentali
Per ottenere un quadro chiaro occorre tracciare, idealmente con un software di gestione commesse e avanzamento produzione:
- tempi programmati del turno e dei singoli ordini
- fermi macchina, distinti tra pianificati (manutenzioni, cambi formato programmati) e non pianificati (guasti, attese, microfermate)
- tempi ciclo teorici di ogni codice prodotto
- pezzi prodotti totali e pezzi conformi
- scarti e rilavorazioni, con relativa causale
Automatizzare la raccolta in tempo reale
Affidarsi alla memoria degli operatori o ai fogli compilati a fine turno introduce errori e ritardi. L’uso di moduli di interconnessione come il MID di Digimark elimina l’incertezza dei dati manuali e collega i macchinari, anche quelli più datati, al sistema gestionale.
Una ricerca McKinsey sull’operational excellence mostra come le aziende che integrano in modo strutturato tecnologia, dati e organizzazione ottengano incrementi di produttività significativi e sostenuti nel tempo. L’integrazione con un software gestionale di produzione garantisce che ogni informazione arrivi al manager nel momento esatto in cui viene generata.
Validare la qualità delle informazioni
I responsabili di produzione devono restare i garanti della coerenza dei dati. Una supervisione costante evita che decisioni strategiche poggino su input errati. Quando i numeri rispecchiano davvero quello che succede in officina, ogni collo di bottiglia smette di essere un mistero.
Esempi pratici per il calcolo dell’OEE
Vediamo un esempio numerico completo di calcolo OEE, applicato a un turno di lavoro.
Supponiamo che una macchina sia programmata per funzionare 8 ore (480 minuti) in un turno. Durante il turno, la macchina si ferma per manutenzione e cambi formato per un totale di 60 minuti. In questo periodo, la macchina produce 360 pezzi, di cui 18 risultano difettosi. Il tempo di ciclo ideale per ogni pezzo è di 1 minuto.
Disponibilità = (Tempo operativo effettivo / Tempo programmato) = (480 – 60) / 480 = 420 / 480 = 0,875 (87,5%)
Performance = (Numero totale di pezzi prodotti × Tempo ciclo ideale) / Tempo operativo effettivo = (360 × 1) / 420 = 360 / 420 = 0,857 (85,7%)
Qualità = (Numero pezzi buoni / Numero totale pezzi prodotti) = (360 – 18) / 360 = 342 / 360 = 0,95 (95%)
OEE = Disponibilità × Performance × Qualità = 0,875 × 0,857 × 0,95 = 0,709 (70,9%)
Un valore OEE del 100% rappresenterebbe una produzione perfetta, senza perdite di alcun tipo. Tuttavia, nella realtà, un OEE compreso tra il 60% e l’85% è considerato un buon risultato per molte aziende manifatturiere.
Esempio: un turno di 8 ore in una linea di lavorazione meccanica
Dati di partenza:
- Tempo programmato del turno: 480 minuti
- Fermi non pianificati registrati: 80 minuti
- Tempo operativo effettivo: 400 minuti
- Tempo ciclo teorico: 1 minuto per pezzo
- Pezzi prodotti totali: 360
- Pezzi conformi: 350
- Pezzi scartati o da rilavorare: 10
Calcolo delle tre componenti:
- Disponibilità = 400 / 480 = 83,3%
- Performance = (1 × 360) / 400 = 90,0%
- Qualità = 350 / 360 = 97,2%
OEE = 0,833 × 0,90 × 0,972 = 0,729 = 72,9%
Un OEE del 72,9% rientra nella fascia 60-85% considerata accettabile per il manifatturiero medio, ma indica margini chiari di miglioramento. In questo caso il punto debole è la Disponibilità: 80 minuti di fermi su 480 minuti di turno. Un’analisi delle causali (guasti, setup, attese di materiali) indicherebbe dove intervenire per primo.
Errori frequenti nel calcolo dell’OEE
Tre errori ricorrono spesso nei calcoli OEE delle PMI manifatturiere.
Il primo è confondere la Disponibilità con l’OEE complessivo. Una macchina attiva per 400 minuti su 480 programmati ha una Disponibilità dell’83,3%, non un OEE dell’83,3%. L’OEE è il prodotto delle tre componenti, non di una sola.
Il secondo è non distinguere i fermi pianificati da quelli non pianificati. Una manutenzione programmata trattata come guasto deprime la Disponibilità in modo artificiale e porta a decisioni sbagliate, come ridurre la frequenza di interventi che invece servono.
Il terzo è l’arrotondamento prematuro dei decimali. Tre arrotondamenti consecutivi (uno per ciascun fattore) possono spostare l’OEE di un punto percentuale, abbastanza per leggere male un trend mensile.
C’è poi un quarto errore, meno evidente: usare medie aritmetiche al posto di medie ponderate quando si aggregano più linee o più turni. Una linea piccola finisce per pesare quanto una grande, e la fotografia complessiva risulta distorta.
Come usare l’OEE nel miglioramento continuo: Lean, TPM e integrazione con MES
L’OEE è uno strumento fondamentale nella lean manufacturing, poiché consente di identificare e ridurre gli sprechi nei processi produttivi e rappresenta un pilastro dei programmi Lean e TPM perché trasforma le inefficienze in dati misurabili, soprattutto quando è supportato da tecnologie digitali per processi produttivi e magazzino. Un’analisi del Politecnico di Milano sottolinea come l’interconnessione dei sistemi sia il presupposto necessario per costruire un percorso di miglioramento continuo basato su dati attendibili.
Migliorare l’OEE significa eliminare le Six Big Losses, adottare manutenzioni preventive regolari e investire nella formazione del personale, strategie chiave per ottimizzare la disponibilità, la performance e la qualità. Le sei grandi perdite (“Six Big Losses”) tipiche dell’approccio TPM mappano direttamente sui tre fattori dell’OEE: guasti e setup pesano sulla Disponibilità, microfermate e rallentamenti sulla Performance, scarti e rilavorazioni sulla Qualità. L’utilizzo di tecnologie avanzate come il software MES per il monitoraggio in tempo reale delle prestazioni delle macchine permette di migliorare significativamente l’OEE e la produttività complessiva dell’azienda. L’indice OEE consente alle aziende di monitorare le performance produttive e di implementare miglioramenti continui, secondo i principi della Lean Manufacturing e della filosofia Kaizen, che promuove il miglioramento continuo e l’ottimizzazione dei processi. Il monitoraggio in tempo reale dell’OEE consente inoltre di prevedere eventi futuri e intervenire tempestivamente per mitigare rischi e inefficienze nelle operazioni produttive. L’OEE è un indicatore chiave che permette di identificare le aree critiche che impediscono alle macchine di raggiungere la loro massima capacità produttiva, facilitando decisioni informate.
Un buon programma Lean parte da qui: identifica il fattore più debole, ne analizza le cause radice (con strumenti come i 5 perché o il diagramma di Ishikawa) e applica contromisure mirate.
Ottimizzazione tramite integrazione MES
L’integrazione tra OEE e soluzioni MES, inserita in un più ampio percorso di Transizione 4.0 per la trasformazione digitale industriale, automatizza la raccolta degli eventi produttivi e azzera gli errori di trascrizione. Il MES diventa il cervello che coordina tre flussi: la pianificazione, l’esecuzione in tempo reale e il feedback verso la pianificazione stessa. Questo ciclo chiuso è ciò che permette di reagire rapidamente a un guasto o a un calo di performance, anziché scoprirlo a fine settimana.
Metodologia per costruire una serie mensile dell’OEE e valutare impatti operativi
L’aggregazione mensile permette di guardare oltre le fluttuazioni quotidiane. Un singolo turno scarso non racconta nulla, una serie storica sì. Il monitoraggio dei KPI nel tempo è il metodo principale per misurare la capacità di adattamento di un’impresa, come confermato anche dagli studi del World Economic Forum sulle catene del valore globali.
Aggregazione su più turni e linee
Quando si aggregano i dati di più macchine o linee, è importante usare medie ponderate sul tempo programmato e non semplici medie aritmetiche. Una linea efficiente può mascherare i problemi cronici di un’altra. Per decisioni operative servono sempre due livelli: un OEE aggregato per la visione strategica e analisi disaggregate per linea o macchina per gli interventi puntuali. Gli arrotondamenti dei decimali vanno fatti solo nelle fasi finali del calcolo, per non perdere precisione.
Un caso pratico mostra perché conta: tre linee con OEE rispettivamente del 70%, 80% e 90%, e tempi programmati di 100, 200 e 300 minuti. La media aritmetica restituisce 80%. La media ponderata sul tempo restituisce (70×100 + 80×200 + 90×300) / 600 = 83,3%. Lo scarto è di oltre tre punti, sufficiente per leggere in modo opposto lo stato del reparto.
Gestione degli outlier e analisi della resilienza
Per valutare gli impatti reali di eventi straordinari (un guasto grave, un fermo per manutenzione straordinaria, un picco di domanda), bisogna depurare la serie storica dai dati non rappresentativi. Una base dati pulita permette di distinguere tra un calo strutturale e un intoppo isolato. Analizzando l’andamento dell’OEE su base annua, come abbiamo fatto nel caso studio Goretti, si possono misurare i risultati delle riorganizzazioni interne e validare l’impatto degli interventi di miglioramento.
Digitalizzazione industriale e soluzioni Digimark
Una fabbrica diventa efficiente quando i dati di OEE escono dal foglio Excel del responsabile produzione e diventano patrimonio condiviso, accessibile da chi pianifica, da chi esegue, da chi decide. È in questa logica che si inserisce l’offerta Digimark.
Un OEE che dialoga con energia, logistica e manutenzione
Il dato di OEE da solo dice molto, ma combinato con altri segnali dice tutto. Integrare l’OEE con il consumo energetico per lotto trasforma una metrica operativa in un indicatore di costo industriale: il nostro modulo Digienergy raccoglie i kWh per pezzo, per turno e per prodotto, e permette di scoprire se un calo di Performance è accompagnato da consumi anomali, oppure se ci sono ausiliari (compressori, forni, chiller) accesi durante i fermi non pianificati. È in questa correlazione che l’OEE smette di essere un numero del responsabile produzione e diventa una voce di costo industriale per il controllo di gestione: kWh per pezzo, costo per lotto, marginalità reale per commessa.

Lo stesso vale per la logistica: un OEE alto su una linea che resta ferma per mancanza di materiali è un dato fuorviante. L’integrazione con Portant 5.0 e con il sistema di tracciabilità di magazzino permette di leggere insieme cause meccaniche, logistiche ed energetiche.
Accesso agli incentivi Transizione 4.0 e 5.0
L’integrazione del MES con il sistema di monitoraggio energetico è anche uno dei requisiti per accedere agli incentivi del piano Transizione 5.0, che premia gli investimenti in tecnologie capaci di ridurre i consumi e di migliorare l’efficienza dei processi.
Domande frequenti sull’indicatore OEE
Come si interpreta un valore OEE del 50%?
Un OEE del 50% indica che stai ottenendo solo metà della produzione teoricamente possibile. Si analizzano le tre componenti per capire dove sta il problema: fermi frequenti (Disponibilità), rallentamenti (Performance) o scarti (Qualità). Valori del genere sono sotto la media del settore manifatturiero (55-65%) e indicano margini di intervento significativi su manutenzione, SMED o controllo qualità.
Qual è la differenza tra OEE e TEEP?
L’OEE misura l’efficacia rispetto al tempo programmato di produzione; il TEEP la misura rispetto al tempo totale disponibile (24 ore al giorno, 7 giorni su 7). Si usa l’OEE per ottimizzare turni e performance operative; si sceglie il TEEP per valutare il potenziale produttivo complessivo dell’impianto rispetto alla domanda di mercato.
Come si calcolano i tempi di changeover nella Disponibilità?
I tempi di changeover programmati di solito si escludono dal tempo di produzione disponibile. Se invece il changeover supera la soglia prevista o non è pianificato, va conteggiato tra i fermi non pianificati e quindi pesa sulla Disponibilità. La regola pratica: ciò che è pianificato e standard non incide, ciò che eccede o è fuori standard sì.
L’OEE aggregato su più linee può risultare fuorviante?
Sì. Una linea con OEE elevato può mascherare i problemi cronici di un’altra. Per le decisioni operative servono sempre aggregazioni ponderate sul tempo programmato e analisi disaggregate per linea, macchina o turno, in modo da capire dove intervenire con precisione.
Quali sono i target OEE di riferimento?
Il valore considerato “world-class” è l’85%, definito da Seiichi Nakajima negli anni ’80 nel contesto del TPM e adottato come standard nel settore automotive. La realtà media delle aziende manifatturiere si colloca però tra il 55% e il 65%. Un OEE tra il 60% e l’85% è già un buon risultato per molte realtà.
È possibile automatizzare completamente il calcolo dell’OEE?
Sì. Integrando i segnali PLC delle macchine con un sistema MES si elimina la raccolta manuale e si ottengono dati in tempo reale. L’automazione riduce gli errori, abilita analisi predittive e permette di reagire entro i minuti, non entro i giorni.
Perché monitorare l’energia insieme all’OEE?
Perché l’energia consumata per pezzo o per lotto racconta inefficienze che l’OEE da solo non vede. Correlare kWh e produzione permette di capire se un calo di Performance ha origine elettrica, oppure se gli impianti ausiliari restano accesi durante i fermi non pianificati, generando costi senza valore.
Vuoi misurare l’OEE della tua produzione?
Se vuoi capire come applicare questi concetti alla tua realtà produttiva, scegliere lo strumento di raccolta dati più adatto alle tue macchine o valutare un percorso di integrazione tra MES e monitoraggio energetico, contattaci. Il nostro team analizza i tuoi processi e propone una soluzione costruita sui tuoi obiettivi, non su un modello standard.